
Overview processes and technical equipment
The Centre of Excellence in Nonwovens brings together all nonwoven formation and consolidation processes in the technology areas of fibre nonwovens and spunbond nonwovens. Fibres of any origin and staple length can be formed into a web in our pilot plants. Our extensive know-how and the targeted pooling of expertise with other departments are key guarantees for the successful execution of research and development work. We operate on both a small-scale and semi-industrial scale.
Extrusion process
Spunbond Line Reicofil® 4.5
Filament nonwovens according to spunmelt processing with different type of bonding

| Configuration | One beam line, bi-component, calander, hydro-entanglement needle-punching, chemical finishing, drier, winder |
| Processable feedstock | PET, PP, PE, PA6, TPU, biopolymers |
| Bicomponent types | side by side, core-sheath, segmented pie |
| Number of filaments | 6827/m, 4982/m, 2634/m |
| Material throughput | 150 – 500 kg/h |
| Working width | 1000 mm |
| Working speed | 10 – 400 m/min |
| Basis weight area | PP/PE 8 – 500 gsm PET/PA 18 – 700 gsm |
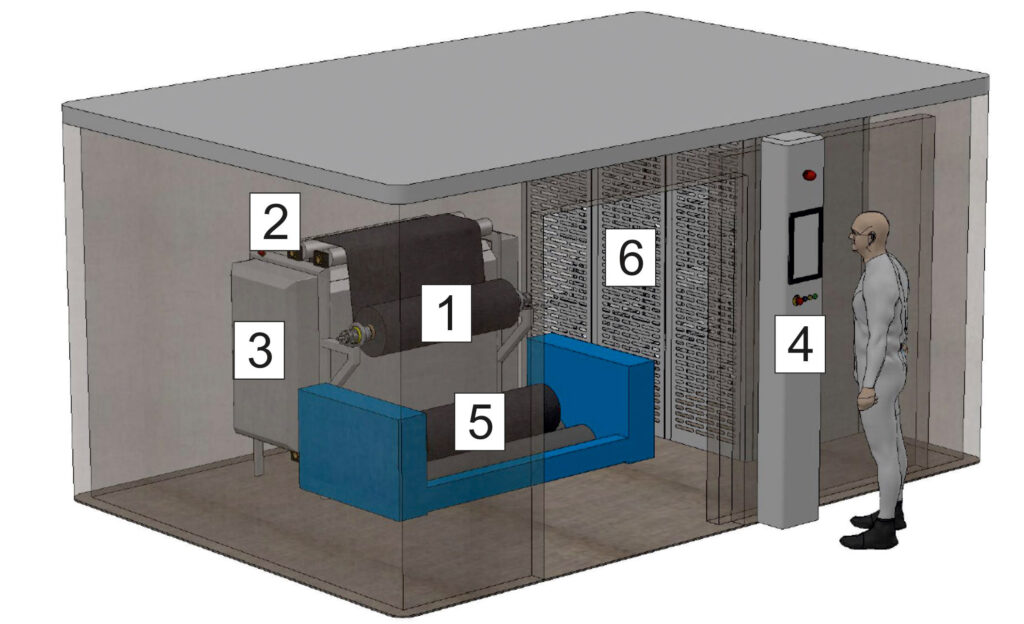
Meltblown line
Fine fibre nonwovens using the meltblown process

| Configuration | Polymer storage, extruder, spinning bar, transport belt, calander, winder |
| Processable feedstock | PP, PBT, PE, PC, biopolymers |
| Material throughput | 5 – 90 kg/h |
| Working width | 600 mm |
| Working speed | 2 – 120 m/min |
| Basis weight area | 3 – 300 gsm |
Carding process
Needlepunch process
Needle punched and stitch-bonded nonwovens made of staple fibres
| Configuration | Carding willow, feeding chute, carding machine, cross-lapper, needle punching machine OD II Carding willow, feeding chute, carding machine, cross-lapper, needle punching machine OUG II Carding willow, feeding chute, carding machine, lap winder drum |
| Fibre fineness | 1 to 28 dtex |
| Working width | 600 mm |
| Working speed | max. 4 m/min |
| Basis weight range | 50 – 600 gsm |
| Processing of primary fibres, secondary fibres and selected plant fibres |
Needle punched and stitch-bonded nonwovens made of staple fibres

| Configuration | Fibre opening, blending box, feeding chute, carding machine, cross lapper, needle punching machine OD II, alternatively stitch-bonding machines Malivlies or Kunit |
| Fibre fineness | 1 to 28 dtex |
| Working width | 1000 to 2400 mm |
| Working speed | max. 10 m/min |
| Basis weight range | 50 – 1500 g/m² |
| Verarbeitung von Primärfasern und ausgewählten Pflanzenfasern |
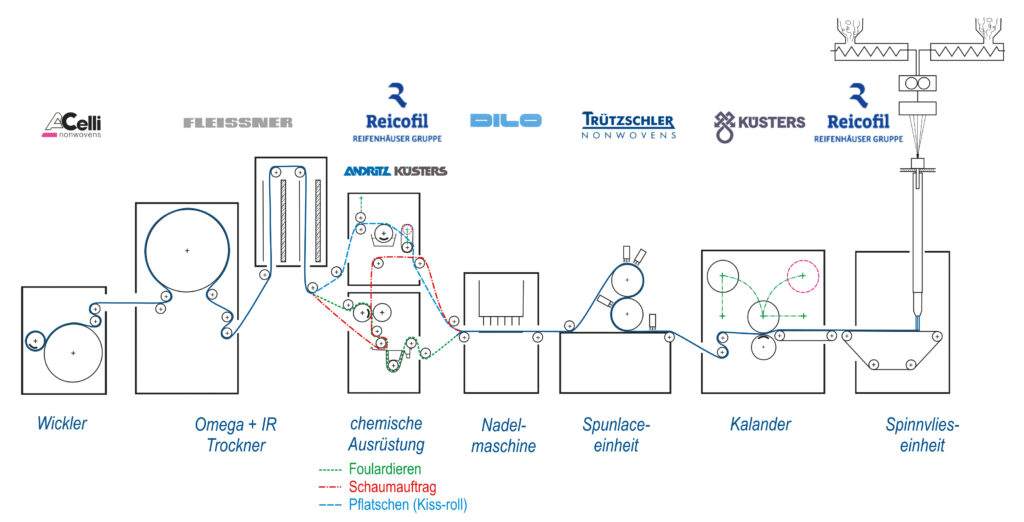
Spunlace process (Hydroentanglement)

| configuration | Fibre preparation, randomizing card, hydroentanglement unit with two drums, double drum suction dryer, winder |
| Fibre fineness | 0,7 to 7 dtex |
| Working width | up to 1000 mm |
| Working speed | max. 80 m/min |
| Working medium pressure | max. 42 MPa |
| Nozzle bar (1st drum) | 4 |
| Nozzle bar (2nd drum) | 2 |
| Basis weight range | 25 – 100 gsm (in line web formation) 25 – 500 gsm (spunlace process without web formation) |
Randomised nonwovens process
Randomised nonwovens from longer fibers and recyclates, thermally bonded

| Configuration | Fibre opening, feeding chute, web forming unit, delivery belt, air through oven | |
| Working width | 1100 mm | |
| Working speed | 2 – 120 m/min | |
| Basis weight range | 500 – 3000 gsm | |
| Processing of primary fibres, reclaimed fibres, plant fibres, non-fibrous textile recyclates |
Randomised nonwovens from short fibres, thermally bonded

| Configuration | Fibre metering, web forming unit, delivery belt, air through oven |
| Working width | 600 mm |
| Basis weight range | 150 – 600 gsm |
| Processing of primary fibres, secondary fibres, plant fibres, fluff pulp, metal and ceramic short fibres |

| Configuration | Pulper, vats (1 m³, 10 m³), rotary distributor, inclined screen belt, impregnation unit, IR field, flow-through dryer, cylinder dryer, winder |
| Working width | 600 mm |
| Working speedWorking speed | max. 10 m/min |
| Basis weight range | 5 – 400 gsm |
| Fibre lengths | up to 25 mm, fibre dusts |
| Processing of cellulose, viscose, synthetic fibres, high-tech fibres, mineral fibres, metal fibres, natural fibres, waste and recycled fibres, binding fibres |

Stitch-bonding process
Stitch bonded fibre nonwovens, bonded by fibre meshing
| Configuration | Direct feed from cross lapper Nonwoven line 2 |
| Machine gauge | F18 |
| Fibre fineness | 1 to 10 dtex |
| Working width | 1000 to 2000 mm |
| Working speed | max. 3 m/min |
| Basis weight range | 80 – 500 gsm |
Stitch bonded fibre nonwovens, bonded by overstitching with thread system

| Configuration | Stand-alone machine with web feeding from roll | |
| Machine gauge | F1 to F18 | |
| Fibre fineness | 1 to 10 dtex | |
| Working width | up to 2000 mm | |
| Working speed | max. 4 m/min | |
| Basis weight range | 80 – 500 gsm |
Three-dimensional stitch-bonded nonwovens made of staple fibres
| Configuration | Two-stage machine system with direct feed of lengthwise orientated fibre web from nonwoven line 1 or 2 |
| Fibre fineness | 1 to 10 dtex |
| Working width | 600 and 1600 mm |
| Working speed | max. 2 m/min |
| Basis weight range | 120 – 600 gsm |
Spacer needle process
Needlepunched spacer nonwovens from prefabricated nonwovens with possible central filling
| Configuration | Stand-alone machine with web feeding from roll and partial needling |
| Working width | up to 1000 mm |
| Working speed | max. 3 m/min |
| Distance between webs | up to 25 mm |
| Possible fillings | Particles, tubes, profiles, films, etc. |
Our recent highlights
Wektrobio

Nonwoven pipe
SecTex
Desizing II
Laserfix
